做包裝設計的人大概都有過這種經驗:設計圖完成,不代表完稿和刀模都完成了;很多真正要確認的細節,反而是進入立體成型階段才開始「變成問題」。
像是盒型比例是否協調、折線是否順手、組裝後的重心是否穩定,以及包裝設計的整體感是否完整,這些都很難只靠螢幕判斷。通常要等到樣盒實際成形之後,輪廓才會慢慢清楚。我們在多次實作後發現,包裝打樣一直都是包裝開發裡很重要的一道確認程序,也是從虛擬Mockup邁向實體包裝設計的重要經驗。
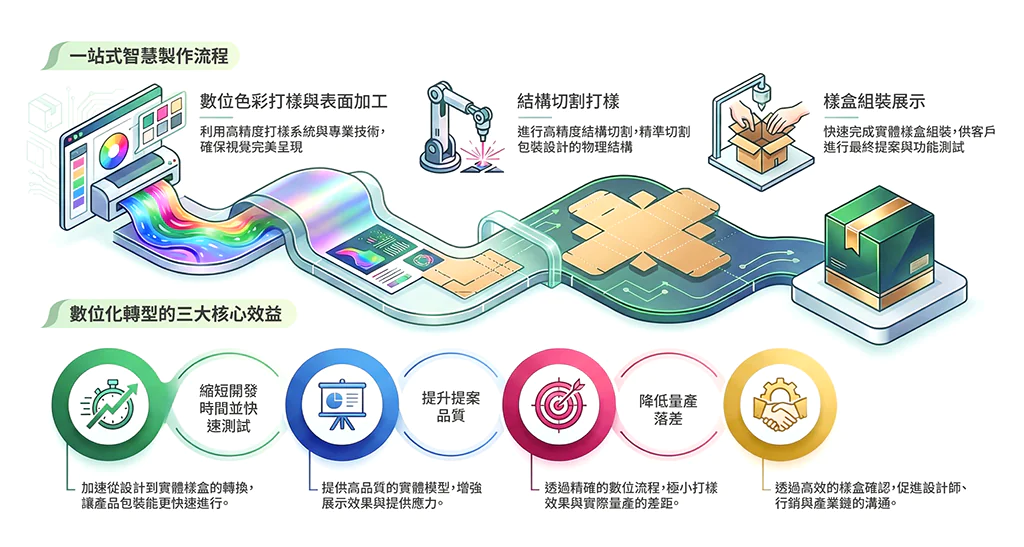
以往的打樣流程,常常分散在不同設備與工序之間,時間拉得長,成品模擬也有限。隨著數位製程逐漸成熟,一站式數位盒樣製作流程讓整體節奏變得更集中。從數位打樣、表面加工、包裝結構打樣到樣盒組裝,每一段都能更順暢地銜接,讓設計稿更快轉成可展示、可測試、可討論的實體樣盒,也讓包裝提案在前期就有更完整的樣貌。
包裝從平面到立體,會經過哪四個步驟?
一站式數位樣盒製作流程,大致可以分成四個主要階段。
這四步驟看起來像製程,其實更像是把設計慢慢推近真實成品的過程。
- 1. 數位色彩打樣
- 第一步,是先將設計稿輸出成可實際檢視的打樣內容。
透過高精度數位打樣系統,可以先呈現包裝的色彩、圖像細節與版面配置,讓設計端與客戶在開發初期就能確認整體視覺方向。對包裝案件來說,這個階段主要是在提前比對成品可能呈現的畫面效果,也讓後續討論有更具體的依據。 - 2. 表面加工處理
- 當印刷畫面確認後,接著會進入表面加工處理。
像是覆膜或上光,會直接影響樣盒的表面效果、觸感表現與基本保護性,也讓打樣結果更接近正式包裝成品。對一些重視品牌質感、陳列效果或包裝完整度的案件來說,這個階段有助於提前確認加工後的整體呈現。
- 3. 結構切割打樣
- 接下來,會將平面的結構設計轉成實體樣盒。
透過高精度數位切割設備,可以依照結構檔進行切割、壓線與成形,用來確認盒型比例、折線安排、組裝方式與整體結構是否合理。這個步驟的重點,在於讓原本停留在圖面上的尺寸與刀線,實際轉化成可以測試與檢視的立體模型。 - 4. 樣盒組裝展示
- 完成切割與壓線後,就會進入樣盒組裝。
這個階段能更完整地看到包裝成形後的外觀比例、開合方式、結構狀態與整體展示效果,也方便進一步做提案、討論與修正。很多前期在畫面上不容易判斷的細節,到了樣盒實際組裝完成之後,通常會更容易確認。

Q&A
常見問答
為什麼包裝提案前,還是建議先做樣盒?
Q1|有設計稿了,為什麼還要做包裝打樣?
很多細節在平面圖上看不出來,必須透過包裝打樣與實體樣盒,才比較容易判斷是否需要調整。對品牌端、設計端或業務提案來說,這個階段也能讓後續討論更具體。
Q2|樣盒製作主要是在確認什麼?
如果案件本身還包含表面加工需求,也可以藉由打樣階段先模擬部分畫面與加工位置,讓後續製作方向更清楚。
Q3|包裝提案前先做樣盒,差異在哪裡?
對包裝案件來說,實體樣盒能協助提早確認包裝外觀與結構表現,也比較方便內部討論、客戶提案與後續修正。很多原本需要反覆說明的地方,看到樣盒之後通常會更容易理解。
一個好的數位盒樣,背後其實有三大核心系統
在整體數位打樣流程裡,主要由三大核心系統支撐,分別負責色彩呈現、表面加工與結構製作。少了任何一段,樣盒都很難完整呈現。
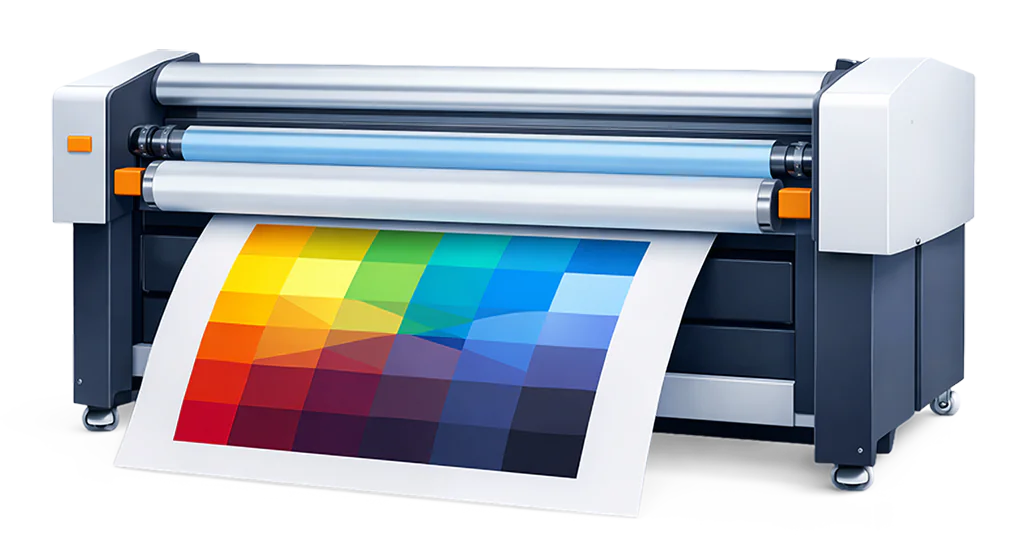
- 1. 高精度數位彩色打樣系統–精準還原包裝印刷色彩

包裝打樣的第一步,就是把設計稿穩定輸出,準確呈現色彩與版面效果。
原文提到,這套高精度數位彩色打樣系統具備高解析度輸出能力,並通過 G7 色彩管理認證,可模擬實際印刷色彩與專色效果,目的是讓設計稿與最終印刷之間的色差降到最低。系統對紙材也具有高度適應性,大多數包裝紙張可直接輸出,讓開發過程更有彈性。
重要規格
- ●
列印寬幅:最大 914 mm - ●
材料厚度:最高 2 mm - ●
最高解析度:720 × 2400 dpi - ●
輸出速度:每小時約 20 張全開打樣
適用材料
- ●
厚度 51T 以內:銅版紙、白卡紙、灰銅紙 - ●
厚度 80g 以上:美術紙、包裝貼紙
透過高精度打樣系統,設計端可以在開發階段就看到接近量產效果的色彩呈現,大幅降低設計稿與最終印刷之間的落差。

- 2. 專業覆膜加工系統–提升樣盒質感與保護性能
- 包裝之所以迷人,很多時候不只在圖面,而在表面。
覆膜、上光這些加工,看似是後段細節,其實很影響整體提案感受。因為包裝不只是用眼睛看,很多時候也是用手去感受它。當樣盒經過表面處理之後,會更接近正式量產時的觸感、反射感與保護性。
重要規格
- ●
最大加工寬度:750 mm - ●
加工速度:0 – 10 m/min - ●
溫度控制範圍:0 – 120°C - ●
膜材厚度:10 – 250 μm
可呈現效果
- ●亮膜效果、霧膜效果
透過覆膜處理,樣盒不僅提升展示質感,也能在客戶提案或市場測試時呈現更完整的包裝效果。
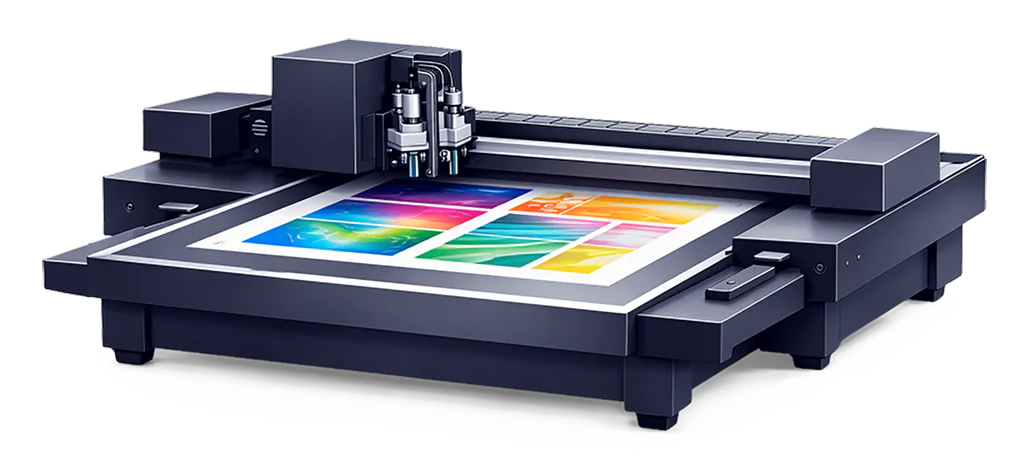
- 3. 高精度包裝結構打樣–數位震動刀讓結構設計快速實體化
- 除了視覺,包裝還有一個核心,就是結構。
原文提到,高精度數位震動刀切割設備可直接由設計檔案輸出包裝樣盒結構,並具備切割、壓線、繪圖、V 型切割,以及視覺自動定位、紅外線精準對位等功能。透過這套系統,可以快速完成彩盒樣盒、展示架模型、包裝結構測試樣品與少量客製樣盒,讓包裝結構打樣更快、更準。
重要規格
最大加工尺寸:1400 × 1000 mm
加工材料厚度:最高 30 mm
切割速度:最高 1000 mm/s
重複精度:±0.1 mm
加工功能
切割、壓線、V 型切割
定位系統
視覺自動定位、紅外線精準對位
快速製作項目
彩盒樣盒、展示架模型
包裝結構測試樣品
樣盒少量客製生產
Q&A
常見問答
數位打樣可以接近正式量產嗎?
Q4|數位打樣和正式印刷會完全一樣嗎?
實際量產時,若紙材、印刷方式、加工條件或後段製程不同,成品仍可能出現些微差異。所以打樣最重要的功能,是讓設計端與客戶在前期先完成比對與確認,減少正式製作後的落差。
Q5|燙金與局部上光會直接做在基本打樣裡嗎?
若設計稿中有這類加工需求,燙金位置通常會先以彩色色塊進行模擬,局部上光則會以黑色或較醒目的色塊標記位置,方便後續比對加工範圍與版面安排。
Q6|表面加工在打樣階段可以確認到什麼?
例如覆膜或上光後,包裝在反射感、霧面感、耐磨性與視覺完整度上都可能有所不同。對重視品牌呈現與陳列效果的案件來說,這個階段有助於提早判斷加工方向是否合適。
Q7|哪些案件特別適合先做樣盒?
尤其當案件牽涉到包裝結構、尺寸配置、開合方式,或後續還要進入客戶提報、內部審核、少量測試時,先做樣盒通常會更有助於後續執行。
Q8|一站式數位盒樣製作流程的實際優勢是什麼?
從數位打樣、表面加工、包裝結構打樣到樣盒組裝,若能在同一流程內完成,設計稿就能更快轉成可檢視、可討論的實體樣盒。對包裝案件來說,這樣的流程安排有助於縮短開發時間,也方便提早確認畫面、結構與加工方向。
為什麼越來越多品牌重視一站式數位盒樣製作流程?
因為現在的包裝開發,不只是做得出來就好,還要做得快、溝通得清楚,最好還能提早降低後續風險。
一站式數位盒樣製作流程的價值,並不只是設備整合而已,而是它改變了整個包裝開發的節奏。當設計稿能更快轉成樣盒,討論就不需要一直停留在畫面上;當樣盒能更接近量產效果,提案就不只是講概念,而是直接呈現結果;當前端確認足夠完整,後續進入正式生產時,也更容易減少反覆修正與落差。
對品牌而言,這代表更快的產品開發速度;對設計端而言,則代表創意可以更精準地被實現。這也是為什麼,包裝打樣不再只是前置作業,而是整個包裝開發流程中不可忽視的一環。
好的樣盒,不只是樣品,而是設計走向成品前最重要的準備
在包裝產業裡,設計與量產之間,本來就常常存在落差。
而一站式數位盒樣製作流程,正是在縮短這段距離。
透過高精度數位彩色打樣、表面加工處理與數位結構切割的整合,包裝開發可以更快完成從平面設計到立體樣盒的轉換。這不只提升了設計效率,也讓客戶在提案階段就能更清楚理解最終包裝效果。對重視提案品質、開發效率與量產一致性的品牌來說,這樣的數位打樣與樣盒製作流程,已經不只是加分項,而是讓包裝更有把握的重要一步。





